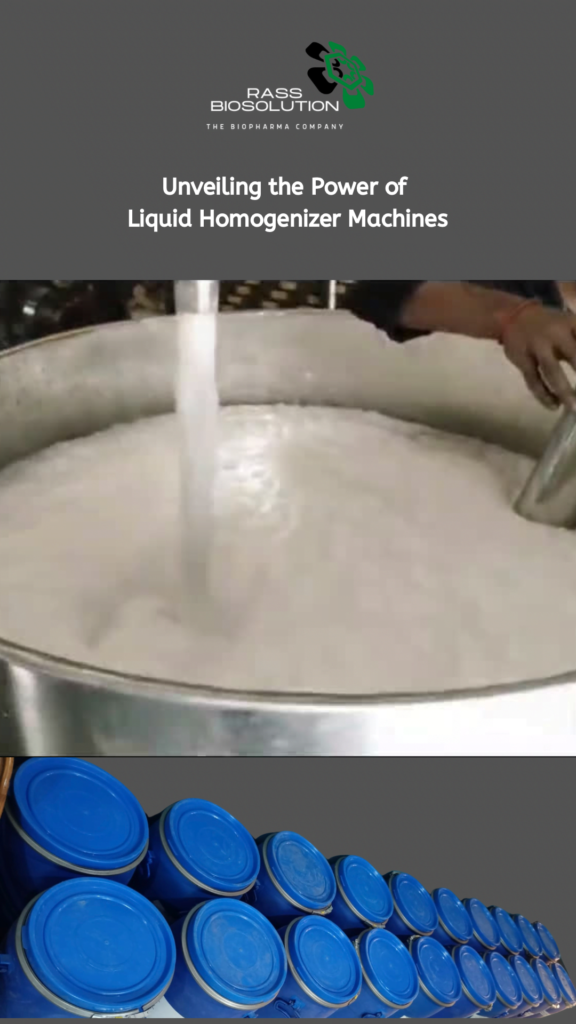
MachineryUnveiling the Power of Liquid Homogenizer Machines in pharma, food, cosmetic, chemical and biotech industries satyambiotech / March 13, 2024